The Angel's Share Is a Control Problem: How Harlen Wheatley's Warehouse X Turned Evaporation Into an Experiment (and Why Scotch Dunnage Does the Opposite)
The angel’s share is the most expensive piece of poetry in the spirits industry. The story goes that the whisky which vanishes from the cask during maturation is the part the angels take as their cut. It is a lovely line. It is also, in plain accounting terms, an uncontrolled evaporation loss, and in Kentucky it runs at roughly 4% of the barrel’s volume every year, up to 10% in the brutal first summer. (Alcohol Professor) A distillery filling a hundred thousand barrels is, in engineering language, operating a reactor with a four-percent-per-year leak that it cannot plug and does not fully understand.
That is the part I find interesting. Everyone treats the angel’s share as a charming inevitability, like weather. One man decided to treat it as weather you could put in a chamber and measure. His name is Harlen Wheatley, he is a chemical engineer by training, and in 2013 he built a warehouse whose entire purpose is to take maturation apart one variable at a time.
What the angel’s share actually is, in five lines
A whisky cask is not a sealed tank. Oak is porous, and the staves breathe. Over a year, three things happen at the wood boundary:
- Water vapour diffuses out through the staves toward the drier air outside.
- Ethanol vapour diffuses out at its own rate, set by its vapour pressure and the outside concentration.
- Air, oxygen, and the surrounding temperature and humidity push back in, driving extraction from the wood and slow oxidation.
The angel’s share (the whisky lost to evaporation each year) is the sum of the first two. The number everyone quotes, “2% a year,” is a Scottish number. (The Glenlivet) Kentucky is hotter and drier, so its number is roughly double. (Whiskipedia) But the headline volume loss is the boring part. The interesting part is the ratio between those first two lines, because that ratio is what decides whether the spirit gets stronger or weaker, and it is set by a single outside variable.
The same equation, opposite sign
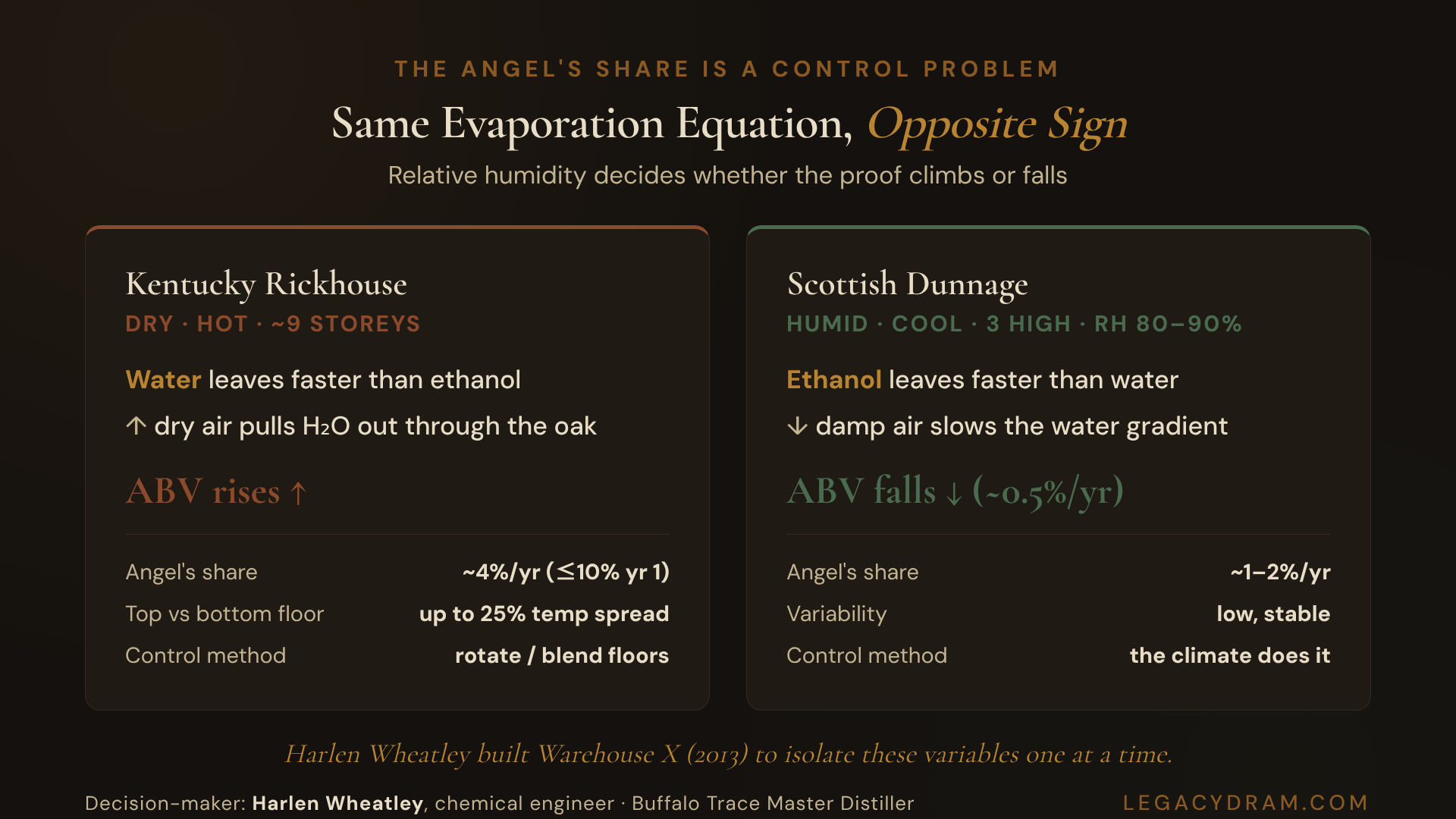
Here is the bit that should make any engineer sit up. Water and ethanol both leave the cask, but they do not leave at a fixed ratio. The ratio is governed by the relative humidity of the air outside the barrel, that is, how close that air already is to being saturated with water vapour.
When the outside air is dry, it is far from saturated with water, so there is a steep concentration gradient pulling water vapour out of the cask. Water leaves preferentially. The liquid left behind is proportionally richer in ethanol, and the ABV rises. When the outside air is wet, the water gradient is shallow, water leaves reluctantly, and ethanol becomes the thing that escapes faster. The ABV falls. (Alcohol Professor)
This is why a Kentucky bourbon, filled at 125 proof, can climb past 140 proof over a decade in a hot rickhouse, while a Scotch filled at 63.5% can drift down toward the legal floor of 40% over a long maturation, losing on the order of half a percentage point of ABV a year. (Alcohol Professor) Scotland’s warehouses sit at a relative humidity that often runs 80 to 90%. Kentucky’s swing far drier. Two distilleries can run identical casks, identical fill strength, identical wood, and the spirit will move in opposite directions on the proof scale purely because of the weather outside the wall.
(At this point the reader is invited to do the partial-pressure arithmetic and predict the crossover humidity at which water and ethanol leave at exactly the same rate. The honest answer is that nobody filling barrels is solving that equation. They are reading a hydrometer once a year and trusting that Kentucky will be Kentucky. The equation is what we use afterwards to explain why the hydrometer read what it read.)
A rickhouse is a tower with a temperature gradient built in
Humidity sets the sign. Temperature sets the speed, and in a Kentucky rickhouse (a tall timber warehouse, often nine storeys, with barrels racked open to the air) the temperature is not one number. It is a gradient.
The roof bakes. The ground floor stays cool like a cellar. Across a nine-storey rickhouse the average yearly temperature difference between the top floor and the bottom can reach 25%, with the top enduring summer heat well over 100°F while the bottom sits damp and cool. (Distillery Trail) A barrel on the top floor lives in hot, dry air: fast evaporation, more water lost, proof climbing. A barrel on the ground floor lives in cool, moist air that pushes water back through the staves and ages slowly. (Elijah Craig)
So the same building, filled on the same day, produces a dozen different whiskies stacked vertically. That is a control problem, and there are two schools on how to solve it. Maker’s Mark hand-rotates its barrels, physically carrying them from top to bottom so every barrel sees the same average history. (Distillery Trail) Elijah Craig does the opposite, designing its open rickhouses so air circulates freely and the barrels never move, then blending across floors at the end. (Elijah Craig) One distillery spends labour to erase the gradient; the other spends design to live with it and average it out at the blending bench. Neither is wrong. They are different answers to the question of whether you fight a gradient or harvest it.
Harlen Wheatley’s actual decision: stop guessing, isolate the variables
Wheatley is the right person to have run out of patience with all this. He took a chemistry degree at Northern Kentucky University, then a chemical engineering degree at the University of Kentucky, where the curriculum is built around exactly this kind of separation and mass-transfer process. He joined Buffalo Trace as a supervisor in 1995, became distillery manager in 2000, and master distiller in 2005. (Buffalo Trace) In 2021 the University of Kentucky’s College of Engineering inducted him into its Hall of Distinction. (UK Engineering) The man maturing the bourbon is, formally, an engineer who specialises in getting one substance out of another.
In 2013 he built Warehouse X. (Distillery Trail) It is the only purpose-built experimental maturation warehouse in the world, and its design is pure single-variable methodology. Four independently controlled chambers, plus one open-air breezeway as a baseline. Around a million dollars of sensors, sending daily reports and texting Wheatley if anything drifts out of spec. (The Spirits Business) Each chamber can hold natural light, temperature, humidity, and airflow at set points, so that you can change exactly one and watch what it does to the spirit while everything else is pinned.
The first experiment ran two years, used 150 barrels, and asked a single question: does natural light affect the bourbon? It generated 3.5 million data points. (Distillery Trail) The chambers were set to combinations like 100% darkness at a constant 72°F, 100% darkness tracking the outdoor temperature, and full natural light tracking outdoor temperature. The breezeway, meanwhile, swung from -10°F to 105°F with internal pressure fluctuating between -2.5 and +2.5 psi. (Distillery Trail)
The answer was that light, on its own, does almost nothing to the colour or the proof. What the data confirmed instead was the boring, important thing: more heat means higher proof, and as Wheatley put it, “temperature, pressure, humidity and air flow all play a role in the end result.” (Distillery Trail) That is an engineer ruling out a variable. The legendary “honey barrel,” the one cask in a rickhouse that comes out perfect, turns out not to be a sunlight effect. It is some combination of the other knobs, and Warehouse X exists to find out which.
There is a deflation hiding in this, and it is worth naming. Wheatley spent a million dollars and two years of 150 barrels to prove that the most picturesque variable, sunlight, is the one that barely matters, and that the things that matter most are heat and humidity, which is to say, the local weather. He built a laboratory to discover that the strongest input is the thing no laboratory can change.
The trade-off, both directions
It would be easy to write the Kentucky way up as the modern, instrumented, correct one and the Scottish way as quaint. That would be wrong, because the two systems are optimised for different objectives, and each pays for what it buys.
| Kentucky rickhouse | Scottish dunnage | |
|---|---|---|
| Warehouse | Tall, ~9 storeys, open-racked | Low, 3 barrels high, dirt floor |
| Climate | Hot, dry, big swings | Cool, humid, RH ~80-90% |
| Angel’s share | ~4%/yr, up to ~10% year one | ~1-2%/yr |
| ABV over time | Rises | Falls (~0.5%/yr) |
| Main cost | Large losses, vertical variability | Slow maturation, low throughput |
| Control method | Rotate barrels or blend across floors | Let the stable climate do it |
The Kentucky design buys speed and rising proof at the cost of a large, expensive evaporative loss and a vertical spread you have to manage by hand or by blending. The Scottish design buys low loss and remarkable consistency at the cost of slow maturation and a spirit that drifts down toward minimum strength. “Which is better” is the wrong question. A Scottish dunnage warehouse (the traditional low building with an earth floor and thick stone walls) is a passive humidity buffer: the damp floor and cool air hold the relative humidity high and steady, so the evaporation stays slow and the cask-to-cask variation stays small, year after year, with nobody touching a dial. It is the analogue control system that has been giving the same answer since long before anyone thought to log a data point.
This is where the Scottish side of the argument earns its keep. Distilleries that hold onto traditional dunnage warehousing, like Glenfarclas and the Grant family, are not being sentimental about dirt floors. They are keeping a building whose physics happens to do for free what Warehouse X spends a million dollars trying to measure. The Scottish answer to the control problem is to have chosen, two centuries ago, a climate and an architecture stable enough that the problem mostly does not arise.
What ends up in the glass
Pour a Buffalo Trace product and a sherried Speyside side by side and the divergence in the bottle is the divergence in the warehouse. The bourbon arrives hot and high-proof, with the concentrated, sweet, oak-forward weight of a spirit that spent its years losing water in a baking tower. The Scotch arrives softer, lower in strength, more even from bottle to bottle, the signature of a spirit that aged slowly in damp, stable air and lost a little of its alcohol to the wet Scottish sky instead. Neither tastes the way it does by accident. One is the output of a measured, rotated, instrumented system; the other is the output of a building that solved the problem by sitting still in the right weather.
I keep coming back to the asymmetry. Harlen Wheatley, a trained chemical engineer, built the most sophisticated maturation instrument on earth to take the angel’s share apart variable by variable, and the headline finding so far is that heat and humidity dominate everything, which is to say the weather wins. Meanwhile a Scottish dunnage warehouse has been producing a stable, predictable, low-loss answer to the same heat-and-mass-transfer problem for two hundred years without a single sensor, because somebody once put the building in a place where the weather already gave the right answer. Warehouse X is how you find out what the variables do. A damp dirt floor in Speyside is what it looks like when you already know.
The angels, for what it is worth, take their cut either way. Wheatley just decided to find out exactly how much, and why. The next time a bourbon hits your palate at cask strength and a Scotch comes in soft and low, you are tasting the same evaporation equation, solved in two climates, with the sign flipped by nothing more than how wet the air was outside the wood.
Related reading
- Ian Chang and Kavalan: Maturing Whisky in the Subtropics — the same heat-and-mass-transfer problem turned up to its extreme, where the angel’s share can exceed 10% a year
- Jim Swan and the STR Cask — engineering the wood instead of the warehouse to control maturation
- Benromach 10: Gordon & MacPhail’s Reverse-Engineered Speyside — the long-game, low-loss Scottish maturation philosophy
Sources
- Distillery Trail — Buffalo Trace Distillery Completes 1st Warehouse X Experiment with 3.5 Million Data Points
- The Spirits Business — Buffalo Trace’s Warehouse X ‘on right path’
- Buffalo Trace Distillery — Harlen Wheatley, Master Distiller
- University of Kentucky College of Engineering — Harlen Wheatley, Hall of Distinction
- Alcohol Professor — Why Bourbon Gets Stronger and Scotch Weaker with Age
- The Glenlivet — Whisky Evaporation: What is the Angel’s Share?
- Whiskipedia — What is the Angels’ Share?
- Distillery Trail — Maker’s Mark 2022 Wood Finishing Series: Top vs. Bottom of a Rickhouse
- Elijah Craig — A Closer Look at Our Kentucky Rickhouses