STR Cask Explained: Jim Swan's Shaved-Toasted-Recharred Method for Penderyn, Kavalan, and the New-World Distillery
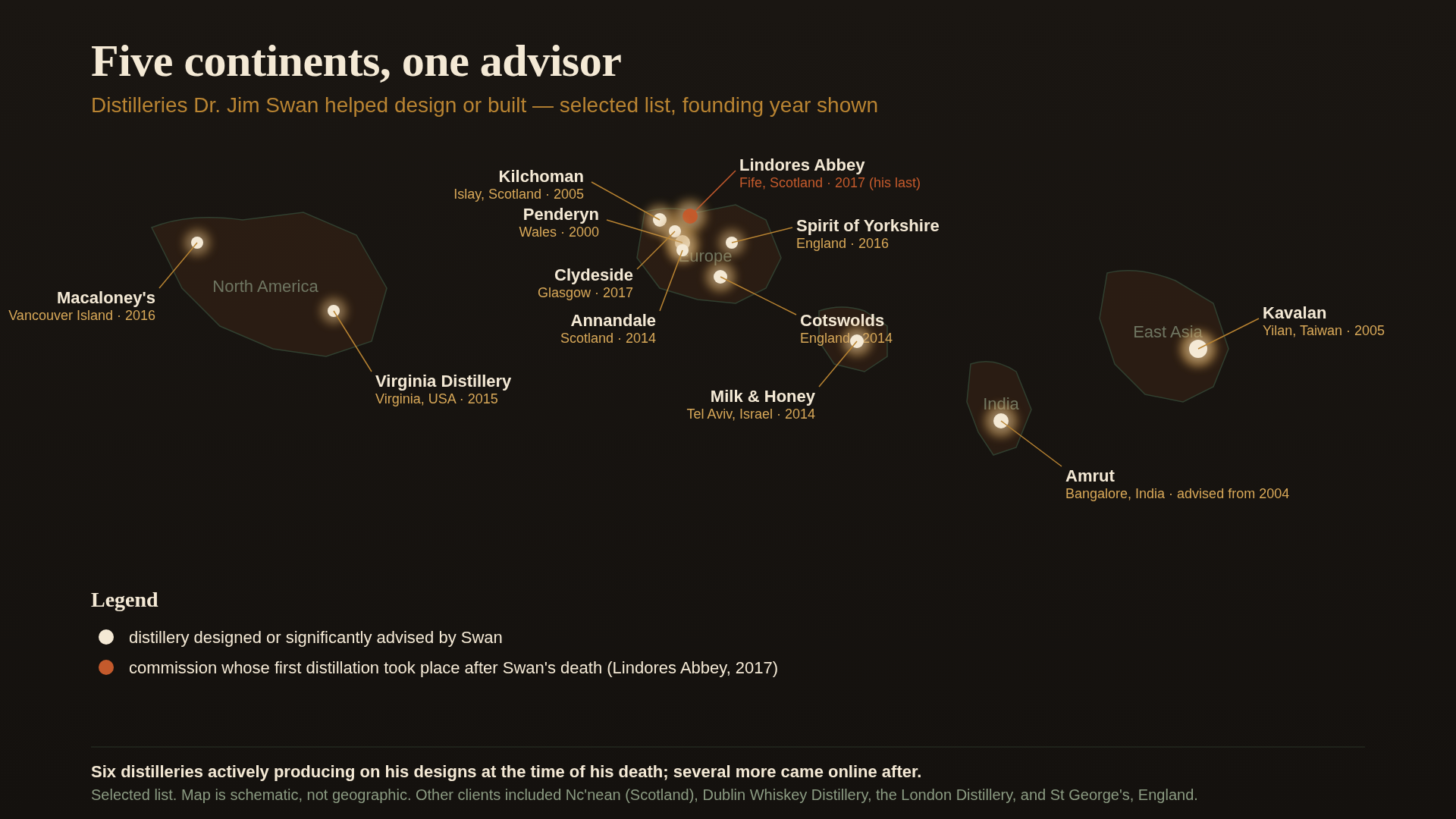
Most consultants leave behind a slide deck. Dr. James Sneddon Swan (born Christmas Day 1941, died Valentine’s Day 2017) left behind something closer to a dozen distilleries on five continents, all of them still running his designs in production after the author had gone home for good. Penderyn in Wales. Kavalan in Taiwan. Amrut in India. Cotswolds in England. Lindores Abbey on the very ground where, in 1494, Friar John Cor first wrote down the words aqua vitae. Kilchoman on Islay. Milk & Honey in Tel Aviv. Annandale, Clydeside, Nc’nean, Spirit of Yorkshire, the London Distillery, Macaloney’s on Vancouver Island, Virginia Distillery Company in the United States. Swan did not own any of them. He arrived with a clipboard, a chemistry PhD, and a method, and he left a working distillery behind.
In software terms (and I will keep returning to this metaphor, because it is the only one that fits), he was a fractional CTO who shipped the architecture and then walked. The bottles you can buy today are operating his code in production, with new staff, in climates he never lived in.
This article is about that method, in the most concrete way I can manage. I am going to talk about three pieces of it: the STR cask process (a chemistry trick for rejuvenating tired red-wine barrels), the arithmetic of tropical maturation (why three years in Taiwan are not three years in Speyside, and why “12 years old” stops meaning anything past the Tropic of Cancer), and the strange, glorious case of Penderyn’s single Faraday still (which produces a 92% ABV spirit in a single pass, and looks, on paper, illegal). At the end I want to come back to Lindores Abbey, because Swan’s last commission was a building whose first distillation took place a few months after he died, on land where the recorded history of Scotch whisky begins. He was, in that sense, both ends of the supply chain at once.
What the STR cask actually does
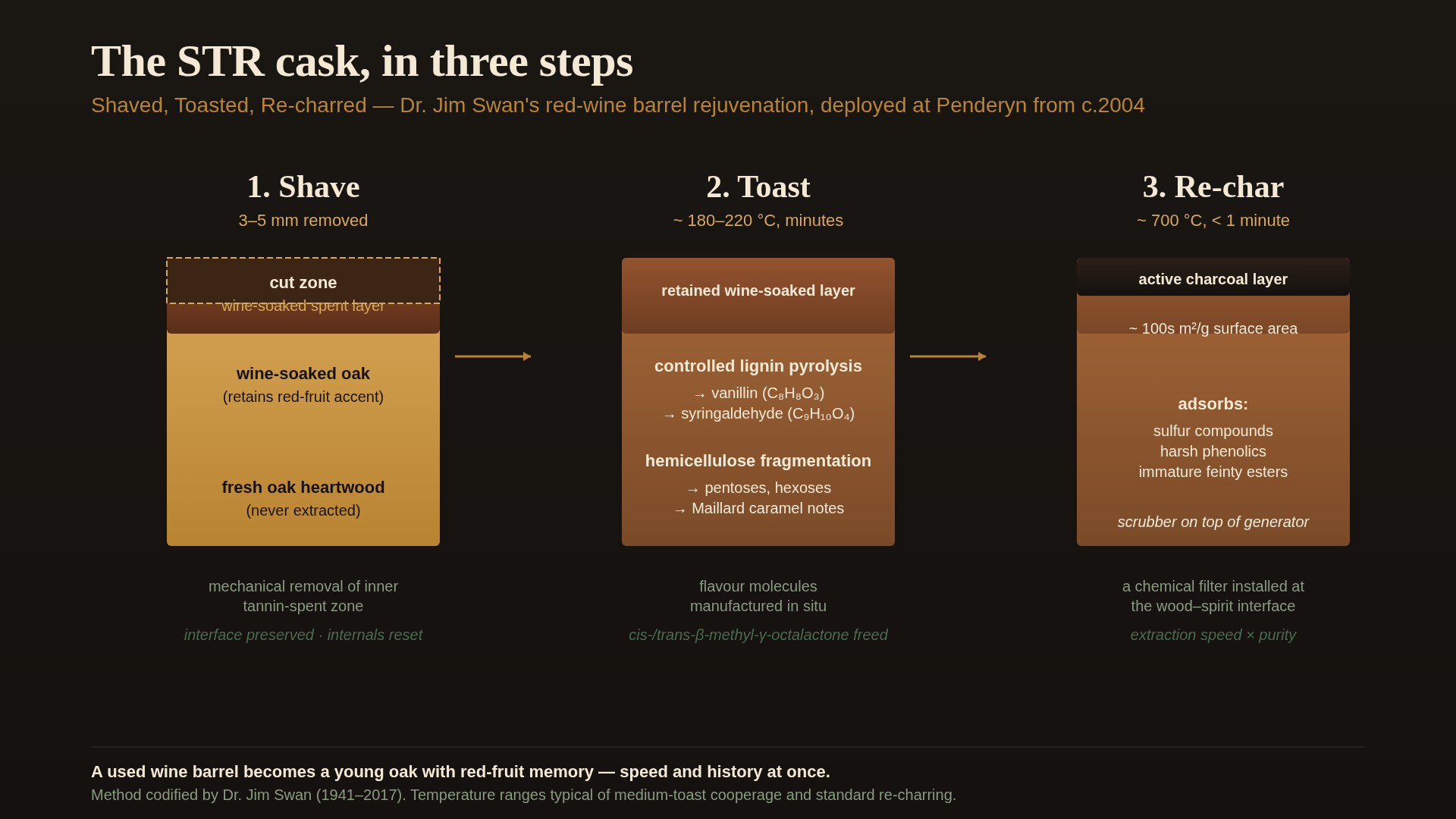
STR stands for Shaved, Toasted, Re-charred. The starting material is a used red-wine barrel (usually Bordeaux or Rioja, sometimes Burgundy) that has already done one job and would, untreated, taint a maturing spirit with the sour, vegetal, occasionally sulfurous residue of whatever cabernet sauvignon spent the last decade soaking into the wood.
Swan’s process, deployed first at Penderyn in Wales around 2004 and now used across his client distilleries and well beyond, has three steps. I will describe them in the order they happen, with the chemistry written out so you can decide for yourself whether to be impressed.
Step 1. Shave. Three to five millimetres of the inner surface of the stave are mechanically removed. This is not subtle work; it is done with a rotating cutter, the way a lathe takes a bite. What comes off is the deepest band of wine-saturated wood, plus the outer layer of cooked tannins from the original cooper’s toast. What remains is fresh, never-before-extracted oak heartwood. The barrel is, structurally, the same vessel; the interface it presents to a maturing spirit is now new.
If you have ever refactored a legacy codebase by ripping out the inner module and exposing fresh internals while keeping the same public API, you understand the move exactly. The shape of the barrel (its volume, its hoops, its identity) is preserved. The reactive surface is rebuilt from underneath.
Step 2. Toast. The freshly exposed inner surface is toasted, typically by passing the open barrel briefly over a controlled flame, somewhere in the medium-toast range (often described as 180–220°C for a few minutes; coopers will not put numbers on it for me without a non-disclosure). The chemistry here is what oak does when you cook it. Lignin, the structural polymer that holds wood fibres together, undergoes controlled pyrolysis, breaking apart its coniferyl and sinapyl alcohol units into a family of aromatic aldehydes. The two that matter most for whisky are vanillin (4-hydroxy-3-methoxybenzaldehyde) and syringaldehyde (4-hydroxy-3,5-dimethoxybenzaldehyde). Vanillin is the smell of vanilla. Syringaldehyde is sweeter, slightly woodier, sometimes described as wild berry. Heated lignin generates them; you are, in effect, manufacturing flavour molecules in situ.
Hemicellulose, a shorter-chain sugar polymer, fragments into pentoses and hexoses, which then undergo Maillard reactions with whatever amino-acid traces are around to produce caramelised, toffee, slightly burnt-sugar notes. And the wood’s own internal pool of whisky lactones (cis- and trans-β-methyl-γ-octalactone, the ring-shaped esters that smell of coconut and incense) is partly liberated by heat.
The lactone story is the one that decides the whole frame, because lactone content varies enormously by oak species. American oak (Quercus alba) carries roughly twenty times the whisky lactone concentration of European oak (Q. robur). Toasting controls how much of that pool ends up extractable.
Step 3. Re-char. The toasted surface is then briefly charred (short burst of high heat, around 700°C for under a minute) to lay down a thin black charcoal layer on top of the toasted band. This is not for flavour generation, primarily; it is for adsorption. Activated charcoal has a surface area of several hundred square metres per gram, and what it adsorbs is exactly the class of compounds you want to remove from a maturing new make: sulfurous off-notes, immature feinty esters, harsh phenolic over-extraction. The char is a chemical filter installed at the wood-spirit interface.
The cask now has, in layered order from the inside out: a black active-carbon scrubber on top of a fresh band of toasted oak loaded with vanillin and syringaldehyde precursors, sitting on top of older wine-soaked wood that still contributes a thin red-fruit accent (this is the part that did not get shaved off). It is, by design, a cask that behaves like a young oak (vigorous extraction) while presenting the residual wine character that you paid for when you bought a used Bordeaux barrel in the first place. You get speed and history at once.
The trade-off is real, though. STR casks extract fast. Spirit left too long in a STR cask develops the same problem you would expect from leaving any spirit too long in heavily active oak: it goes bitter, the lignin-derived phenols overshoot, and the drink starts to taste like furniture. Penderyn’s typical STR maturation runs four to seven years, not the twelve to eighteen of a Speyside refill ex-bourbon. Use the right tool for the right interval.
(I want to call this “physical therapy for retired wine barrels” and walk away, but the truth is duller and better: it is a controlled chemistry intervention, and Swan was the person who figured out the dosing.)
The arithmetic of a Taiwanese warehouse
Now move the same chemistry 9,500 kilometres east, to Yilan County, Taiwan, where Kavalan’s warehouses sit a few hundred metres from the Pacific coast and the upper floors hit 43–45°C in the summer.
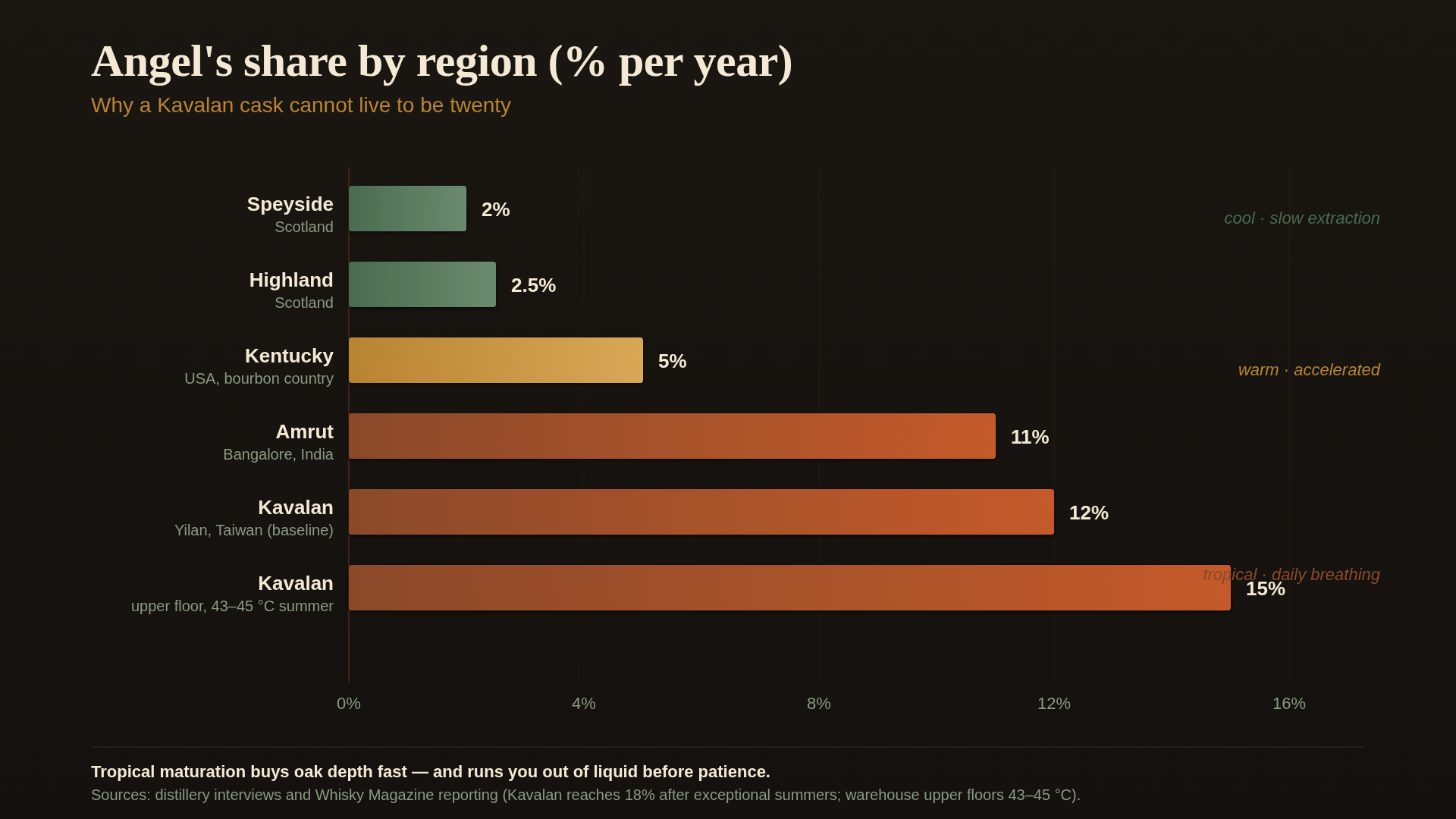
The number that drives everything in tropical maturation is the angel’s share: the fraction of the cask’s contents lost annually to evaporation. The numbers are roughly:
- Speyside (Scotland): 2% per year
- Highland (Scotland): 2–3% per year
- Kentucky (USA): 4–6% per year
- Amrut (Bangalore, India): 10–12% per year, occasionally higher
- Kavalan (Yilan, Taiwan): 10–12% per year baseline, up to 15% on hot upper floors, with reports of 18% after a particularly brutal summer
On a one-time-purchase 200-litre barrel, losing 12% per year compounds; after three years the cask retains roughly 0.88³ ≈ 68% of its original liquid. After seven years it is below half. Tropical maturation is, in straightforward economic terms, expensive. You cannot mature a tropical whisky for twenty years; the maths runs you out of liquid before it runs you out of patience.
But the same heat that drives evaporation also drives extraction. The kinetics of any chemical reaction approximately follow the Arrhenius relation: reaction rate roughly doubles every 10°C increase in temperature, give or take, depending on the activation energy of the specific reaction. Vanillin extraction from oak, lactone leaching, ester hydrolysis: all of them speed up. So do thermal-cycling effects: a Yilan cask expands and contracts daily as the warehouse heats up by ten or fifteen degrees through the afternoon, physically pumping spirit into and out of the wood matrix in a way Speyside never sees. Wood-spirit contact in Yilan is not a slow soaking; it is a daily breathing pattern.
Swan’s job, when he advised Kavalan from 2005 onward, was to figure out which casks could survive that climate without the whisky tasting of woodshop. The answer was, in essence: start with a cask whose active surface is tuned for short-residence high-temperature extraction. STR casks. Fresh ex-bourbon. Sherry casks selected for thicker stave wood and re-coopered for tropical service. He did not invent the idea that hot climates accelerate maturation (that has been folk knowledge in Kentucky and Bangalore for centuries), but he wrote the cask-selection rules that prevented the acceleration from breaking the spirit.
Kavalan’s master blender Ian Chang has said publicly that one year in Taiwan is roughly equivalent to four to five years in Scotland, in terms of oak influence. The number you should be careful with is “equivalent.” It does not mean a three-year Kavalan tastes like a fifteen-year Speyside; it means the oak extraction depth is comparable. The fusel-aldehyde aging, the slow ester redistribution, the round-off of harsh new-make character: those run on different clocks, and some of them prefer cold Scotland to hot Taiwan. Tropical maturation gives you wood depth fast and time-domain mellowing slow.
This is why Kavalan’s flagship Solist line is bottled NAS: no age statement. A “12 Year Old” sticker would mislead in both directions: it would understate the oak influence and overstate the time-domain integration. Swan and Chang chose to stop counting years and start naming cask types. The bottle says Solist Sherry, Solist Vinho, Solist Bourbon. The number that mattered to Speyside no longer applies, so they let it go. (I admire this, in a way I rarely admire any other piece of whisky labelling. It is the labelling of people who know what they are measuring.)
The Faraday still: one vessel, 92% ABV
Penderyn, in the Welsh village of the same name, runs a still that should not, by Scotch convention, work at all. Designed by Dr. David Faraday (a distant relative of the Michael Faraday) and commissioned in 2000, the Faraday still is a single copper pot fitted with two columns above it. It produces a clean spirit at an extraordinarily high strength: the new make comes off the seventh plate at around 92% ABV, which is the highest spirit-strength I know of in any malt-whisky distillery. For comparison, a typical Scotch wash-still output is around 25% ABV and a Scotch spirit-still output around 70%.
In a normal Scottish two-still setup you have a wash still and a spirit still, separated, with the low wines from the first run charged into the second. The geometry is fixed by tradition; the still shapes are part of the brand identity. Penderyn skipped all of that. Wash goes into one pot. Spirit comes out a single tower at 92%, ready to be cut to filling strength and put in cask.
Swan’s contribution at Penderyn was not the still (David Faraday designed the still) but the spirit profile and cask programme that turned a high-strength column-pot output into a recognisable single malt. A 92% ABV new make is, chemically, very close to neutral spirit; it has very little of the heavy congeners that a Lagavulin-style spirit would carry. To make whisky out of it, you need cask work to do most of the heavy lifting. STR casks are exactly what you would design for that job: aggressive flavour-imparting wood for an under-flavoured starting fluid. The spirit and the cask were designed as a system.
The trade-off here is starkness. Lagavulin’s heavy, oily new make survives twenty years in a cask because the cask cannot strip what is not there to begin with. Penderyn’s clean, near-neutral new make depends utterly on the cask programme; mismatched wood, and there is nothing else for the bottle to taste like. This is engineering through tight coupling rather than redundancy, and Swan accepted that constraint and built a method that works inside it.
Lindores Abbey and the long arc
Swan died on 14 February 2017. Two years earlier, he had been hired by Drew McKenzie Smith of Lindores Abbey to design a distillery on land in Newburgh, Fife, that has been farmed by McKenzie Smith’s family for over a century. The land matters: it sits on the foundations of the Tironensian abbey where, in 1494, Friar John Cor was issued the eight bolls of malt to make aqua vitae that constitute the first written record of distilled spirits in Scotland.
Swan’s advice for Lindores included a specific decision worth recording. McKenzie Smith had originally planned a single spirit still. Swan convinced him to install two smaller spirit stills instead, on the argument (copper contact scales with surface area divided by volume) that two smaller stills would give the new make more of the metal-mediated reactions (sulfur-compound removal, ester maturation) that smooth out a young spirit. It is a tiny architectural decision, made on a single afternoon, that will change the character of every bottle Lindores ever produces.
Swan did not live to see the first distillation. He died in February 2017; Lindores’ first run came shortly afterward, in the same year. The arc is hard to think about cleanly: 1494 to 2017, with one chemist standing in for half a millennium of accumulated practice and choosing, in the year before his death, the still geometry for the place where it all began. I will not pretend to have a clever observation about that. It is just true.
What’s left in the bottle
I keep coming back to the software metaphor because it is the only one that captures the strangeness of Swan’s career. A normal master distiller (Frank McHardy at Springbank, Bill Lumsden at Glenmorangie, Brian Kinsman at Glenfiddich) works inside a single distillery, often inheriting equipment older than they are, and shapes a single house style across decades. Their craft is continuity. Swan worked the opposite way. He arrived from outside, designed the system, codified the chemistry into a method that other people could execute, and moved on. His name is not on most of the labels. The Penderyn website mentions him; Kavalan mentions him; Lindores cannot stop mentioning him, because his decisions are the building. But the bottle in your hand says Penderyn, Kavalan, Cotswolds, and the chemist who set the parameters is invisible.
This is, structurally, the position of a fractional CTO or a technical advisor in software: you build the architecture, you write the playbook, you train the operators, and then the company ships product under its own name for the next twenty years. The product is your work, but you are not its author in any way the customer can see. The compensation model is consultancy fees, not royalties, and the legacy is whatever runs in production after you leave.
Swan’s production (six distilleries actively producing whisky from his designs at the time of his death, and several more that have come online since) is one of the strangest single bodies of work in whisky. It is also a useful corrective to the standard story, which says that great whisky is made by great distillers in great places. Some of it is made by a chemist on a plane.
Next time I drink a Penderyn, or a Kavalan, or one of the early Cotswolds expressions, I will be tasting an STR cask that someone shaved, toasted, and recharred according to a protocol Swan wrote down before I knew his name. The method outlived its author. That is, in the only way that matters in this trade, what legacy means.