サラディン・ボックスとシャルル・サラディン ― 床モルティングを機械に置き換えた発芽工学と、Tamdhu が 2010 年まで回した最後の発芽槽
なぜ人は、床に広げた麦を一日に何度も木製シャベルで返し続けたのでしょうか。
答えは退屈なほど物理的です。発芽中の大麦は根芽 (rootlet) を伸ばし、隣の粒の根芽と絡み合います。放置すると、湿った麦が分離不能のマット状の塊になって、空気が通らなくなり、内側が蒸れて腐る。だから人は床に広げた麦を返した。冷やすため、ほぐすため、そして床全体の温度を均一にするため。これがフロアモルティングの中核労働です。Islay の Bowmore で Eddie MacAffer が 50 年やっていた turning も、まさにこの作業でした。
この記事は、その「麦を返す」という労働を、人の腕から空気と回転スクリューに置き換えた技師の話です。名前を シャルル・サラディン (Charles Saladin)、フランスのエンジニア。彼が 1890 年代後半に実用化した装置がサラディン・ボックス (Saladin box) で、製麦を「労働」から「制御工学」に変えました。そして Speyside の Tamdhu 蒸留所は、その装置を 2010 年まで回し続けた、最後の世代のひとつです。
まず、モルティングとは何を作る工程か
ウィスキーは大麦のデンプンを糖に変え、その糖を酵母がアルコールに変えて作ります。ところが収穫したままの大麦は、デンプンを硬い細胞壁の中に閉じ込めていて、そのままでは糖化できません。鍵を金庫の中に入れて金庫ごと売っているような状態です。
そこで人類が数千年前に発見した手口が モルティング (malting、製麦) です。大麦をわざと発芽させる。発芽しようとする麦は、自分の中のデンプンを使うために アミラーゼ という酵素を自前で合成し、同時に細胞壁を分解し始めます。この「酵素が育ち、細胞壁がほどけた」状態まで進めてから、熱で乾燥させて発芽を止める。すると、酵素入りで糖化準備の整った大麦麦芽 (malt) が手に入る。金庫を開け、開ける道具まで中に同梱した状態です。
工程は大きく3段階に分かれます。
- 浸麦 (steeping): 大麦を水に浸す。水分を 12% 前後から 45% 前後まで上げて、発芽スイッチを入れる。
- 発芽 (germination): 水を吸った麦を広げ、4〜6 日かけて根芽を伸ばさせる。ここで酵素 (α-アミラーゼ、β-アミラーゼ) が合成され、細胞壁の分解 = modification が進む。
- 焙燥 (kilning): 熱風で乾燥させ、発芽を止める。水分を 4〜5% まで落として、酵素を壊さずに「凍結保存」する。
サラディン・ボックスが置き換えるのは、このうち 真ん中の発芽段階だけ です。浸麦と焙燥は別の設備が担う。craft の話を曖昧にしないために言い直すと、サラディンの発明は「製麦の機械化」ではなく「発芽の機械化」です。ここを混ぜると話が雑になります。
麦を返す、という労働の重さ
床で発芽させる場合、発芽段階で人がやることは主に3つです。
- 広げる: 浸麦した麦を石床に厚さ 10cm 程度で広げる。薄く広げるのは、麦自身が発芽で発熱するからです。厚く積むと内側が温まりすぎて発芽がムラになる。
- 返す (turning): 8 時間おきに木製シャベルで全体を返す。根芽の絡みをほどき、温度と水分を均一にする。
- 見る: 根芽の長さ、麦の表面の白濁、温度、匂い。職人が目と手で modification の進み具合を判断し、いつ焙燥へ移すかを決める。
問題は、この作業が 床面積を食う ことです。10cm 厚でしか広げられないなら、生産量を倍にするには床も倍要る。Speyside の蒸留所がそろって持っていた pagoda 屋根 (Charles Doig が描いた焙燥塔の換気塔) の下には、それ自体が広大な製麦フロアが横たわっていました。麦を返す労働も床面積に比例して増える。19 世紀後半、ウィスキーとビールの需要が伸びるなかで、この「面積 × 労働」の制約が製麦のボトルネックになっていきます。
ここで読者は「深く積めばいいのでは」と思うはずです。私もそう思いました。実際、そう考えた人がいました。そして、見事に失敗しました。
Galland の深床と、根が絡むという物理
1873 年、フランスの Nicholas Galland が pneumatic malting (空気式製麦) の最初の実用機を作ります。pneumatic = 空気式というのは、麦の層の底から温度・湿度を調整した空気を強制的に送り込み、その気流で麦を冷やし湿らせる方式のことです。Galland の着眼は鋭かった。床で 10〜20cm しか積めなかった麦を、長方形の箱の中で 60〜80cm の深さまで積めるようにした。これだけで、同じ床面積で 4 倍前後の麦を発芽させられる計算になります。
ところが、深く積んだ麦は最初の問題に逆戻りしました。根芽が絡む。冒頭で書いた、あの分離不能のマット化です。Galland の初期型は麦を返す機構を持っていなかったので、深床の中で根がびっしり編み込まれ、使い物にならない湿った塊になった。
Galland は 1876 年に改良を入れ、麦を一日 2 回「手で」返せるようにしました。これは正直に言えば敗北宣言です。深床で省面積化したのに、結局いちばん重い労働 = 返す作業を人の腕に戻してしまった。空気は機械が送るが、撹拌は人がやる。中途半端な自動化です。
Saladin の解決 ― 回転スクリューという一手
ここに シャルル・サラディン (Charles Saladin) が登場します。同じくフランスの技師で、1890 年代後半 (一般に 1898 年頃とされます) に、Galland の積み残した「返す労働」を機械に明け渡しました。
彼の装置、サラディン・ボックスの構造はこうです。
- 長さ約 50m の長方形のコンクリート槽。底は空気を通す多孔床になっていて、Galland 譲りの強制通気で麦を冷やし湿らせる。
- 槽の上を横断する クロスバー (横桁) に、何本もの 垂直の回転スクリュー がぶら下がっている。
- このクロスバーが槽の長さ方向にゆっくり往復し、回転するスクリューが麦を槽の底から上へとすくい上げて崩していく。これが「返す」作業の機械化です。
つまり Saladin は、Galland の発明 (深床 + 強制通気) に、自動撹拌という最後のピースを足した。人の腕がやっていた turning を、スクリューの回転に置き換えた。一日に 2〜3 回、槽全体を機械が均一に返す。労働集約だった発芽段階が、ここで初めて「温度・通気・撹拌をパラメータとして設定する制御工程」になりました。
人物の距離感で言うと、Saladin は瓶のラベルに名前が載るタイプではありません。彼は蒸留所のオーナーでもブレンダーでもなく、発芽という生物学的プロセスを装置に翻訳した技師です。連続式蒸留器の Aeneas Coffey、pagoda 屋根の Charles Doig と同じ系譜にいます。工程そのものを設計し直し、そのまま歴史の背景に退いていく技師です。彼の名は今も「Saladin box」という普通名詞として残っていますが、その名が誰だったのかを意識する人はほとんどいません。
発芽段階で実際に制御しているもの
サラディン・ボックスが「制御工学」になった、とはどういうことか。発芽段階で人 (あるいは機械) が動かせる変数と、それが最終的に何を決めるかを並べます。
| 制御変数 | 何が起きるか | 最終的に効くもの |
|---|---|---|
| 発芽温度 (14〜18℃ 付近) | 高いと発芽・酵素合成が速いがムラ・過発芽のリスク | modification の均一性、収率 |
| 通気 (底からの強制送風) | 麦の発熱を冷やし、CO₂ を排出し O₂ を供給 | 発芽の均一性、過熱防止 |
| 水分 (浸麦で 45% 前後) | 高いほど発芽が進む | 酵素活性、modification 速度 |
| 発芽期間 (4〜6 日) | 長いほど modification が進むがデンプン消費も進む | 酵素量と糖化収率のバランス |
| 撹拌頻度 (1 日 2〜3 回) | 根芽の絡みをほどき温度を均す | ロット内のばらつき |
この5つを通して育てているのは、突き詰めれば2つです。ひとつは 酵素 (α-アミラーゼ = デンプンの鎖を内側からランダムに切る、β-アミラーゼ = 端から麦芽糖を切り出す)。もうひとつが modification。細胞壁 (β-グルカンという粘性の高い多糖) がどこまで分解され、デンプン粒が糖化酵素にアクセスできる状態になったか、です。発芽が足りない (under-modified) と糖化で酵素がデンプンに届かず収率が落ち、行き過ぎる (over-modified) と麦が自分の呼吸でデンプンを食い潰して、やはり収率が落ちる。発芽の度合いはニューメイク (新酒) の 穀物香、つまりシリアル、ビスケット、ナッツのトーンにも効きます。サラディン・ボックスの均一な通気と撹拌は、この「ちょうどいい modification」を槽全体で揃えるのが得意でした。床では端と中央で温度が違い、ロット内に個体差が出る。Saladin はそれを均す装置です。
ここで読者は温度と日数とパーセントを計算したくなるはずですが、現場の判断はそんなに綺麗な数式ではありません。同じ設定でも大麦の品種・収穫年で挙動が変わる。だから床の職人は目と手で見ていたし、サラディンの時代でも最後はオペレーターが麦の状態を見て焙燥への移行を決めた。機械は変数を「固定して再現可能にする」のは得意ですが、「今年の麦に合わせて勘で動かす」のは床の職人のほうが得意です。
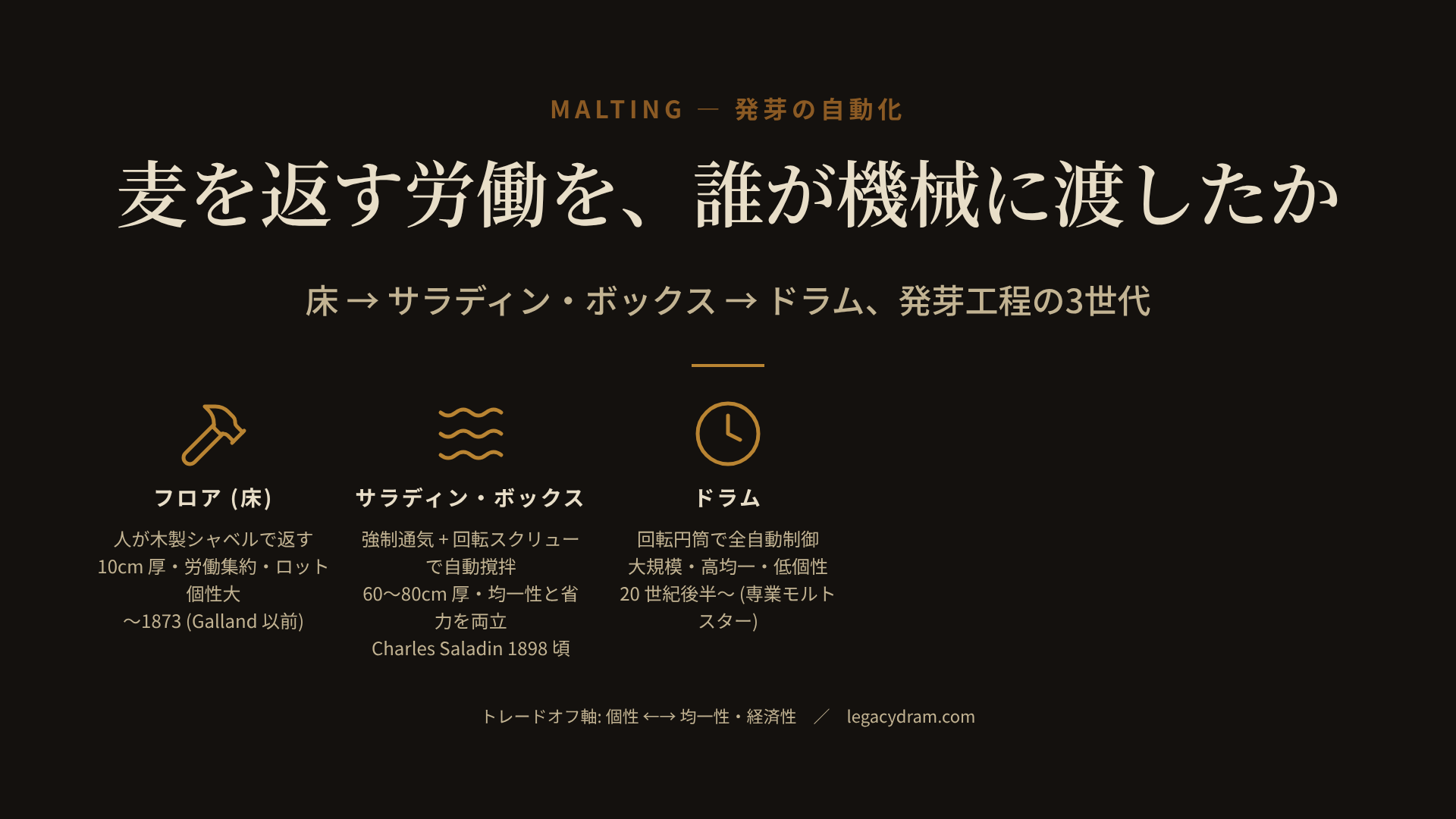
床 → サラディン → ドラム、3つの製麦のトレードオフ
製麦の自動化は、床 → サラディン・ボックス → ドラムモルティングと進みました。ドラムモルティング (drum malting) は、巨大な回転する円筒の中で麦を発芽させる方式で、温度・湿度・通気・回転をほぼ完全に自動制御できます。今日のスコッチ用麦芽の大半は、Port Ellen や Glen Ord、Burghead といった専業の集中型ドラムモルトスター (麦芽工場) が作っています。
この3者を、エンジニアが他人のアーキテクチャを比較するように並べてみます。
| 方式 | 撹拌 | 通気 | 省面積 | 均一性 | ロット個性 | 経済性 |
|---|---|---|---|---|---|---|
| フロア (床) | 人の腕 | 自然 | 低 (10cm 厚) | 低 (端と中央で差) | 高 | 低 (労働集約) |
| サラディン・ボックス | 回転スクリュー | 強制送風 | 中 (60〜80cm) | 中〜高 | 中 | 中 |
| ドラム | 円筒回転 | 全自動制御 | 高 | 高 | 低 | 高 (大規模) |
トレードオフの両面を、はっきり書いておきます。機械化で 得るもの は、均一性・省力化・スケール・再現性です。同じ設定で去年と同じ麦芽が作れ、24 時間 3 交代で麦を返す必要がなく、床面積あたりの生産量が桁で増える。一貫性を売る大規模ブレンデッドの供給を支えるには、この再現性が要る。機械化で 失うもの は、床特有のロット個性、職人の経験知 (匂いと手触りで modification を読む暗黙知)、そして(これは技術ではなくマーケティングの話ですが)“floor malted” という物語の価値です。
そして最後に効いたのは、たいてい経済合理性でした。多くの蒸留所は自社のサラディン・ボックスすら手放し、製麦を専業モルトスターに外注します。固定費を抱えるより規格を指定して買うほうが安い。サラディン・ボックスの世代は、いわば「自家製麦の最後の世代」になったのです。
ここで「結局ドラムが正解か」と書きたくなりますが、それは違います。Bowmore や Laphroaig や Springbank が今もフロアを一部残しているのは、フロアでしか fine-tune できない香りの自由度があるからでした (前述の Bowmore の記事で書いた通りです)。床・サラディン・ドラムは、どれが上というものではありません。「個性 ↔ 均一性・経済性」の軸のどこに自分を置くか、という設計選択です。
Tamdhu ― サラディン・ボックスを 2010 年まで回した蒸留所
ここで、Saladin の装置を実際に最後まで回した現場の話に移ります。
Speyside の Tamdhu 蒸留所は、1897 年に、pagoda 屋根で知られる建築家 Charles Doig の設計で創業しました。当初は数年で一度操業を止めるなど波乱含みでしたが、戦後の 1950 年に再建され、このとき サラディン・ボックス を備えた本格的な自家製麦設備が据えられます。
Tamdhu の製麦規模は、自家用にとどまりませんでした。最盛期には 年間 14,000 トン の大麦を製麦し、自分が使う以上の麦芽を作って、Glenrothes の全量と、Highland Park のアンピーテッド (ノンピート) 成分 まで供給していたと伝えられます。蒸留所が同時に地域の麦芽工場でもあった、サラディン世代の典型的な姿です。
所有は Highland Distillers から Edrington Group へ移り (Edrington は 1999 年に Highland Distillers を傘下に入れています)、2010 年に Tamdhu は一度操業休止 (mothball) されます。翌 2011 年、Ian Macleod Distillers が蒸留所と在庫を買収。そして Ian Macleod は、古いサラディン・ボックスを再稼働させず、麦芽を外部の専業モルトスターから買う道を選びました。2013 年に生産は再開しますが、製麦は戻ってこなかった。サラディン・ボックスは解体されず、理屈の上では再稼働できる状態で、しかし回ることのないまま残されています。
この判断を、私は英雄譚にも悲劇にも書きたくありません。Ian Macleod の選択は冷静な経済判断です。年 14,000 トンの自家製麦設備を維持するより、規格化された麦芽を買うほうが安く、品質も安定する。Tamdhu が止めたのは「香りのこだわり」ではなく、20 世紀後半にほとんどの蒸留所が手放したのと同じ「自前で発芽を制御する設備の固定費」でした。皮肉なのは、その装置を発明した Saladin 自身が、製麦を効率化するために設計したことです。彼の装置は、より効率的なドラムと外注に置き換えられて役目を終えた。効率化の発明が、さらなる効率化に敗れる。技術史ではよくある幕引きです。
結び ― 次の一杯のどこに、この判断が出ているか
サラディン・ボックスの物語は、ウィスキー作りのどこにも派手な見せ場を作りません。Saladin の名は瓶に載らないし、Tamdhu の現行ボトルは外部調達の麦芽で、サラディン槽の個性はもう入っていません。
それでも、次にグラスを傾けるとき確認できることがあります。Glenrothes のような クリーンで穀物の甘いシェリー系 Speyside の下地にある「ムラなくよく modification された麦芽の素直なシリアル感」は、誰かが発芽を床の勘から制御工学へ移した遠い帰結です。逆に Bowmore や Springbank のフロアモルト由来の、ロットごとに少し違う角のある個性は、Saladin が消そうとした「不均一さ」をあえて残した味でもある。
均一な麦芽の甘さも、不均一な麦芽の角も、どちらが正解ということはありません。あるのは、1873 年に Galland が深床に賭け、1898 年頃に Saladin が返す労働を機械に渡し、1950 年に Tamdhu がそれを据え、2010 年に止めた、という工学判断の積み重ねです。次にグラスの穀物香を嗅ぐとき、それが「床で人が返した麦」なのか「スクリューが返した麦」なのか「ドラムが転がした麦」なのかを想像してみてください。味の違いの何分の一かは、発芽をどう制御したかで決まっています。
関連記事
- Bowmore のフロアモルティングと Eddie MacAffer の 50 年: 同じ製麦工程を、機械化の対極にある「床 + 手作業」側から描いた craft 記事。本記事 (サラディン・ボックス = 発芽の機械化) と対になる。Bowmore は 40% を意図的に床に残し、Tamdhu はサラディン槽を手放した。同じ工程に対する正反対の判断。
- Macallan の Golden Promise 大麦と Bob Dalgarno: 製麦の「前」、つまり原料となる大麦品種の選択を扱う craft 記事。本記事 = その大麦を発芽させる工程の機械化。原料 → 製麦という上流-下流の補完。
- 秩父・莨と木桶ウォッシュバックの乳酸菌発酵: 製麦の「後」の工程、発酵段階の制御 (乳酸菌) を扱う craft 記事。発芽 (本記事) → 糖化 → 発酵という工程鎖の隣接補完。
- Mortlach の worm tubs と George Cowie の 2.81 回蒸留: さらに下流の蒸留工程の craft。製麦 (本記事) → 発酵 → 蒸留と、ウィスキー製造の上流から下流まで craft territory を埋める。