ミズナラ washback と乳酸菌発酵 — 肥土伊知郎が秩父で「殺菌しきらない」選択 (乳酸エチル生成化学)
ステンレスの発酵槽は、使うたびに洗えます。苛性ソーダを回して熱湯を通せば、内壁の微生物はほぼゼロまで落ちる。次のバッチは前のバッチの汚染を引きずらない。再現性が出る。品質保証部門が好む設計です。エンジニアである私の感覚でも、これは正しい ― 状態をリセットできる系のほうが、デバッグも管理も楽に決まっている。
ところが秩父の蒸留所では、その「洗える」を捨てた発酵槽が今も瓶の中身を決めています。木桶、それもミズナラ (日本のオーク、Quercus crispula) で組んだ発酵槽。木は完全には殺菌できません。木目の奥に微生物 ― とくに乳酸菌 (Lactobacillus、糖や酢酸を乳酸に変える細菌) ― が棲み着き、洗ってもそこから出てこない。
つまりこれは、エンジニアの直感に逆行する選択です。洗いきれない容器をわざと選び、そこに棲む「飼えない微生物」を、飼い続ける。この記事は、その非効率を秩父で選び続けている肥土伊知郎 (Ichiro Akuto) の工学判断を、乳酸発酵の化学とトレードオフから読みます。
発酵槽の中で起きている二段階の反応
まず、発酵槽 (washback) の中で何が起きているのかを化学に降ろします。ここを押さえないと、肥土の判断のどこが「賭け」なのかが見えません。
発酵は大きく二つのフェーズに分かれます。
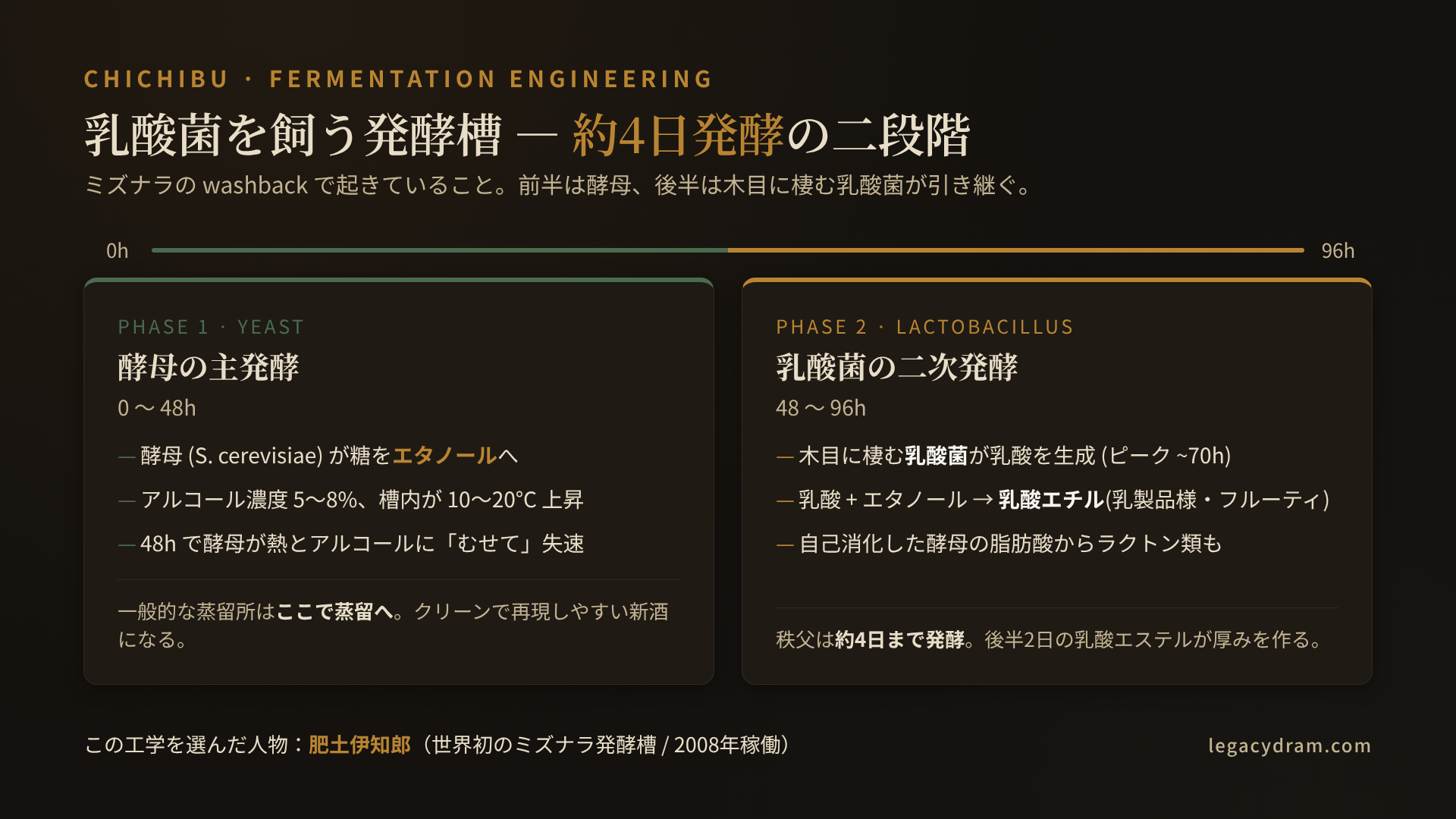
第一フェーズ ― 酵母 (Saccharomyces cerevisiae) の主発酵。 仕込んだ麦汁 (wort、麦芽を糖化した甘い液) に酵母を加えると、酵母は糖を食べてエタノールと二酸化炭素を出します。これがアルコールを作る本番で、おおむね最初の48時間で大半が進む。発酵が進むほど温度が上がり (制御していない木桶では10〜20°C 上昇することもある)、エタノール濃度が5〜8%に達すると、酵母は自分の出した熱とアルコールに「むせて」失速しはじめます。教科書的なウィスキー作りは、ここで蒸留に回します。クリーンで、穀物的で、再現しやすい新酒になる。
第二フェーズ ― 乳酸菌の二次発酵。 ところが発酵を止めずに置いておくと、酵母が弱った後の舞台に別の役者が出てきます。乳酸菌です。乳酸菌は発酵開始から30〜40時間あたりで増殖期に入り、70時間前後で個体数のピークを迎える。弱った酵母が自己消化 (autolysis、細胞が自分を分解すること) で放出する脂肪酸やアミノ酸を栄養にして、乳酸菌は乳酸を作りはじめます。
この二段目こそが、ミズナラ発酵槽を選ぶ理由のすべてです。
乳酸が乳酸エチルになるところ
乳酸菌が作った乳酸 (lactic acid) は、それ自体では香りの主役になりません。香りになるのは、乳酸がエタノールと結合して乳酸エチル (ethyl lactate) ― 乳製品様でフルーティな香りのエステル ― に変わったときです。
エステルとは、酸とアルコールが結合した化合物の総称で、ウィスキーの果実香の主因です。長時間発酵の系では、乳酸菌の作る乳酸だけでなく、次のような原料がそろってエステルが量産されます。
| 原料 (発酵後半に増えるもの) | 由来 | 結合してできるもの |
|---|---|---|
| 乳酸 | 乳酸菌の発酵 | 乳酸エチル (乳製品様・フルーティ) |
| 酢酸 | 酵母の防御反応 (40〜50時間で約10倍) | 酢酸エステル類 |
| 脂肪酸 | 弱った酵母の自己消化 | ラクトン類 (果実・ココナッツ様) |
| フーゼル油 (高級アルコール) | アミノ酸分解 (Ehrlich 経路) | フーゼル酸エステル類 |
醸造化学の経験則では、55〜60時間より短い発酵は、この二次発酵によるエステル生成フェーズをまるごと取りこぼすとされています。逆に65〜75時間を超えて発酵させた系では、乳酸菌が十分に働いて酸が蓄積し、エステルが豊かに乗る。ここで読者は「では発酵時間さえ延ばせばよいのでは」と計算したくなりますが、話はそう単純ではありません。延ばした分だけ、乳酸菌に主導権を渡すことになるからです。
秩父が選んだのは「約4日」
秩父の数値を表に切り出します (発酵時間/容量/材質を文章に並べると認知負荷が高いので)。
| 項目 | 秩父 (第一蒸留所) | 一般的なシングルモルト |
|---|---|---|
| 発酵時間 | 約4日 (72〜96時間) | 約48時間 |
| 発酵槽の材質 | ミズナラ (世界初) | ステンレス または オレゴンパイン |
| 発酵槽の数 | 8基 (当初6基から増設) | ― |
| 1基あたり容量 | 約2,000 L | ― |
| 麦芽 | 一部フロアモルティング自前化 | 多くは購入麦芽 |
業界標準のほぼ倍の発酵時間。これは偶然ではなく、二次発酵の領域まで意図的に踏み込むための設計です。前半の約2日で酵母が糖をアルコールに変え終え、後半の約2日でミズナラの木目に棲む乳酸菌が引き継いで、乳酸とエステルを積み上げる。秩父の新酒が「青くて乳酸的でフルーティ」と評される厚みは、この後半2日で作られています。
そして発酵槽がミズナラであることに、もう一段の意味があります。木の種類によって、そこに棲み着く乳酸菌の「相」が変わるのです。ステンレスやオレゴンパインの槽に定着する菌叢と、ミズナラに定着する菌叢は同じではない。肥土伊知郎自身、ミズナラを発酵槽に使うと「そこに棲みつく乳酸菌が違ってくる。乳酸菌は発酵中に香りを生むので、菌の種類が変われば風味も変わる」と説明しています。容器を風味の変数にしているわけです ― エンジニア的に言えば、設定ファイルではなく実行環境そのものをチューニングパラメータにしている。
この判断を下したのは肥土伊知郎
ここまで「秩父は」と書いてきましたが、craft 記事の流儀に従って、この工学判断を下した一人を名指します。肥土伊知郎 (1965年生) です。
肥土は閉鎖した羽生 (Hanyu) の約400樽を救出して 2008年に秩父蒸溜所を稼働させた人物ですが、その救出劇 (別記事 で扱いました) は熟成、つまり樽の話でした。本稿で扱うのはその手前、発酵という別工程での判断です。
新興の小規模蒸留所が、わざわざ世界に前例のないミズナラ発酵槽を作る ― これは合理だけで説明できる選択ではありません。ミズナラは加工が難しく高価で、樽材としてさえ歩留まりが悪いことで知られる木です。それを発酵槽という、毎バッチ酸性の麦汁にさらされ、定期的に内部を擦り洗いする消耗の激しい用途に使う。普通の事業判断なら、ステンレスを8基並べて発酵を48時間で回し、ロット間のブレを潰すほうが「正しい」。
肥土はそれをしませんでした。彼が秩父でやっているのは、製麦 (フロアモルティング) から発酵、蒸留、熟成までを自前で抱え、各工程を風味の変数として手元に残すことです。発酵槽をミズナラにするのは、その思想の発酵工程版にあたります。
トレードオフ ― 木桶は「正解」ではない
ここで公平を期します。木桶が絶対に正しいわけではありません。「ミズナラ発酵槽こそ本物」と書いて終わるなら、それは蒸留所のパンフレットであって工学の記事ではない。代償を並べます。
洗浄労力。 木桶は内部を物理的に擦り洗いするしかなく、ステンレスのような薬液 CIP (定置洗浄) で内壁を一様にリセットすることはできません。手間がかかり、しかも完全には落ちない。
汚染リスク。 「飼える乳酸菌」と「飼いたくない雑菌」の境界は管理しきれません。良い乳酸発酵と、酢酸過多や望まない菌による失敗発酵は紙一重で、木桶はその振れ幅が大きい。状態をリセットできない系のデバッグの難しさそのものです。
ロット間のブレ。 棲み着いた微生物叢は季節や経年で変化します。同じレシピでも、3月のバッチと9月のバッチが完全には一致しない。再現性は、ステンレス+短時間発酵に明確に劣ります。
寿命とコスト。 木桶は消耗品で、ミズナラは高価。交換のたびに菌叢も組み直しになる。
これらは実在のコストで、世界の大半の蒸留所がステンレスと短時間発酵を選ぶ理由でもあります。肥土の選択は「これらの代償を払ってでも、後半2日の乳酸エステルが欲しい」という一つの賭けであって、万人の正解ではありません。実際、秩父の第二蒸留所 (2019年稼働) では、第一の全ミズナラに対してフランス産オークの発酵槽を採用しています。同じ作り手が、槽の木を変えれば菌叢が変わることを承知のうえで、別の表現を取りに行っている。つまり肥土自身、「ミズナラが唯一解」とは考えていないわけです。
今の瓶に残っているもの
最後に、グラスに降ります。
秩父の新酒 (ニューメイク) を嗅ぐと、穀物のクリーンさの奥に、ヨーグルトやサワークリームを思わせる乳酸的なトーンと、青いリンゴや洋梨のようなフルーティさが乗っています。前者が乳酸エチル、後者がその他のエステル群の寄与です。これは48時間でクリーンに切り上げた新酒には出にくい層で、後半2日に乳酸菌が働いた発酵の指紋といえます。
熟成を経た Chichibu の瓶でも、この乳酸エステル由来のフルーティさは下地として残ります。樽香 (ミズナラカスクや各種のフィニッシュ) の華やかさの「下」に、乳製品様の厚みと果実の芯がある ― それが発酵で作られた部分です。次に Chichibu を開ける機会があれば、樽の香りをひと通り拾った後で、その奥のヨーグルト様のニュアンスを探してみてください。それが、肥土伊知郎が「洗いきれない発酵槽」をあえて選び続けた判断を、舌で確かめる方法です。
レガシーコードを読むエンジニアの目で見れば、ミズナラ発酵槽は「リセットできない状態を抱えたまま運用し続けるシステム」です。普通なら技術的負債と呼ぶ。けれど秩父の場合、その「洗いきれなさ」こそが出力の個性を生んでいる。捨てなかった非効率が、瓶の中で味方になっている稀なケースです。
関連記事
- Ichiro’s Malt の起点 ― 肥土伊知郎が400樽を救出してから秩父を建てるまでと、ミズナラが瓶に残したもの:同じ肥土伊知郎を「熟成 (樽)」の側から読む。本稿は「発酵 (槽)」の側
- ワームタブと 2.81 回蒸留:Mortlach の George Cowie が 100 年捨てなかった非効率:「誰かが捨てなかった非効率」が瓶の個性を作る同型の話。Mortlach は凝縮、秩父は発酵
- Bowmore のフロアモルティングと Eddie MacAffer ― Islay のフェノールを製麦から読む:同じ「自前の前工程」でも製麦の話。秩父も一部フロアモルティングを自前化している
- LegacyDramへようこそ:このサイトの編集方針
主な参考資料
- 88 Bamboo「8 Things You Should Know About Chichibu Whisky」:88bamboo.co (ミズナラ発酵槽、4日発酵、二段階発酵と乳酸発酵)
- Whisky Saga「Visiting Chichibu Distillery」:whiskysaga.com (8基のミズナラ発酵槽、2,000L、世界初の経緯)
- Nomunication「Chichibu Daini Distillery: Direct-fired Distillation」:nomunication.jp (第二蒸留所のフランス産オーク発酵槽)
- Cocktail Chemistry「Why Long Fermentation Times are Important for Ester Formation in Malt Whisky」:cocktailchem.blogspot.com (酵母主発酵→乳酸菌二次発酵、自己消化、酢酸の急増、乳酸エチル・ラクトンの生成)
- 「Evolution of the Lactic Acid Bacterial Community during Malt Whisky Fermentation」 Appl. Environ. Microbiol.:PMC126549 (麦芽ウィスキー発酵における Lactobacilli の優占と乳酸生成)
- 「Pre-fermentation of malt whisky wort using Lactobacillus plantarum」 Food Chemistry:ScienceDirect (乳酸菌が新酒キャラクターに与える影響)
- Chichibu distillery:Wikipedia (2008年稼働、発酵槽・製麦の概要)