Bowmore のフロアモルティングと Eddie MacAffer の 50 年。cresol / guaiacol / syringol / 4-vinyl guaiacol の混合比は誰が決めているのか
Islay のスモーキー香の正体は、フェノール (薬っぽい香りの分子) 4 種類の混合比です。cresol、guaiacol、syringol、4-vinyl guaiacol。この 4 つがどの比率で麦芽に乗るかで、Lagavulin と Laphroaig と Bowmore は別人の顔をします。同じ Islay の同じ peat が燃えた煙でも、燃やし方の物理条件が違えば、最終的に瓶の中で立ち上がる香りは別物になる。
Bowmore の場合、その比率は 1966 年から 2016 年まで、Eddie MacAffer という一人の男が物理的に決め続けてきました。18 歳で Bowmore に入社した彼は、warehouse worker から head maltman、brewer、head distiller を経て distillery manager になり、50 年後に引退する日まで、Islay 西海岸の peat を kiln にくべる順序と量と timing を 1 蒸留所の中で finalize する仕事を続けました。1966 年と書きましたが、これはビートルズが解散する 4 年前、Apollo 11 が月に着く 3 年前の話です。彼が引退した 2016 年には、その同じ蒸留所で同じフロアモルティングが、capacity を 4 倍にしながらまだ回っていました。
この記事では、Bowmore の 40% 自社フロアモルティング + 60% Port Ellen Maltings 委託の混合 model、Islay 西海岸沿岸 peat 由来の phenol mix profile の化学、そして MacAffer の 50 年が物理的に何を維持していたのかを書きます。1779 年公式創業の蒸留所の 247 年の連続性の話でもあります。
Eddie MacAffer、18 歳でフロアの石床に立った人
1966 年、当時 18 歳の Eddie MacAffer が Bowmore 蒸留所の門をくぐったとき、Islay のフロアモルティングはまだ industry の標準工程でした。Lagavulin も Caol Ila も Bunnahabhain も、すべての蒸留所が石床で自前の barley を発芽させ、kiln で peat smoke を当て、その煙の中で乾燥させていた時代です。MacAffer の入社時の上司は James MacColl というマネージャーで、所有者は Stanley P. Morrison。Bowmore は 1963 年に Morrison が買収した直後で、年間生産量は 50 万 LPA (litres of pure alcohol) 程度の中規模 Islay 蒸留所でした。
彼の career path は珍しいタイプです。Master Distiller として外部から招聘されたわけでも、創業者血統として継承したわけでもない。warehouseman → head maltman → brewer → head distiller → distillery manager。蒸留所の中で物理的にすべての工程を順番に通って、最後に manager になった。50 年のあいだに、Bowmore は Stanley P. Morrison → Suntory (1989 年に一部出資、1994 年に完全買収) → 現在の Suntory Global Spirits 傘下と所有者を変えています。MacAffer はその全変遷を 1 蒸留所の内側から観察し、2013 年に Whisky Magazine の Distillery Manager of the Year を受賞、2016 年に Lifetime Achievement Award を受けて引退しました。
ここで一度立ち止まらせてください。50 年というのは、子供が生まれて、その子が大学を出て、結婚して、自分の子供を大学に出すくらいの長さです。MacAffer はそのあいだ、Islay の同じ蒸留所の同じフロアで、8 時間ごとに barley を turning し続けてきた。瓶のラベルに名前が出るタイプの職能ではない。それでも、2026 年に飲める Bowmore 12 / 15 / 18 のフェノール mix の癖は、彼が 50 年掛けて細かい物理パラメータを judgement で固定化した結果として、いまも瓶に残っています。
なぜ Bowmore は 40% を石床に残したのか
Islay のフロアモルティングが industry 全体から消えていく転換点は 1973 年 でした。この年、Diageo の前身 DCL が Port Ellen Maltings を Islay 南東部に開設。drum malting (回転ドラム式精麦機) の巨大プラントです。当初は DCL 系列の 3 蒸留所 (Caol Ila / Lagavulin / Port Ellen) 向けでしたが、1987 年以降は Islay の蒸留所のうち Bruichladdich を除く 7 蒸留所すべてに peated malt を供給する supply chain の中心になりました。
drum malting の経済合理性は単純です。24/7 の人員配置が要らない、batch 間の variation が小さい、capital cost が分散できる、年間スループットが桁違いに大きい。Lagavulin、Caol Ila、Bunnahabhain は自社フロアモルティングを廃止して、すべての malt を Port Ellen から取る方式に切り替えました。Laphroaig は 20-30% を残し、Bowmore は 40% を残しました。Highland Park の Orkney 系を除けば、フロアモルティングを継続している蒸留所は世界に Springbank (Campbeltown / 100%)、Bowmore (Islay / 40%)、Laphroaig (Islay / 20-30%)、Kilchoman (Islay / 部分)、Benromach (Speyside / 部分) の数蒸留所だけです。
Bowmore が選んだのは 混合 model でした。自社フロアモルティングで 40%、Port Ellen Maltings から 60%。この比率は妥協案で、両端の dilemma を引き受けています。
- 100% フロア維持 (Springbank 路線) を選ぶと、自社 maltings の capacity が年産 75 万 LPA 程度で頭打ちになる。Bowmore は 1980-90s に 200 万 LPA まで生産を伸ばしたので、自社だけでは麦芽が足りない。
- 100% Port Ellen 委託 (Lagavulin 路線) を選ぶと、cost efficient だが、フロアモルティング技術が現場から消える。一度技術が lost すれば、再導入は capital + know-how の両方を新規調達する話になり、ほぼ不可能。
混合 model は両者の良いとこ取りに見えますが、内側では二重コストを抱えます。自社 maltings 設備の固定費 + Port Ellen への支払い、両方が損益分岐点に乗っている。それでも維持されてきた理由は、Bowmore の “Islay sweet smoke” の character が、Port Ellen の drum malt 60% と自社フロアモルティング 40% の混合 batch でしか出ない、と現場が判断してきたためです。
この judgement の中心にいたのが MacAffer でした。1990s に Master Distiller (実質的な distillation manager の頂点) になった彼が、混合 model を業務 routine として固定化し、kiln での peat phase の timing と temperature curve を 1 蒸留所内の “ノウハウ” として継承可能な形に sharpen していった。
phenol 4 種類の構造と、それぞれの香り
ここから化学の話に入ります。
peat (泥炭) を kiln で燃焼させると、煙の中に複数のフェノール系化合物が発生します。peat は数千年かけて植物 (heather、moss、地衣類、Islay 沿岸では海藻と塩) が嫌気的に分解された有機物で、その lignin (リグニン、植物の細胞壁を硬くする芳香族高分子) が熱分解されるときに芳香族の OH 化合物がガス相に出てきます。代表的なのは以下の 4 系統です。
- cresols (CH₃-C₆H₄-OH)。メチル基 1 つ + フェノール。o-、m-、p- の 3 異性体があり、Islay malt の場合は p-cresol が主体。香り: 燻製肉、薬品庫、消毒液、たまに馬小屋系のファンキーさ。logP (脂溶性の指標) は約 1.95 で、4 種の中では中程度。
- guaiacol (2-メトキシフェノール、CH₃O-C₆H₄-OH)。メトキシ基 1 つ。香り: 焚き火の中心、コーヒー焙煎、薬品の中心、香ばしい木の燃え方。logP 約 1.32 で、4 種の中で最も水溶性が高い。
- syringol (2,6-ジメトキシフェノール、(CH₃O)₂-C₆H₃-OH)。メトキシ基 2 つ。香り: 甘い燻香、バニラ系の燻製、燻製ベーコンの脂の部分。logP 約 1.20 で、syringol も水溶性。
- 4-vinyl guaiacol (2-メトキシ-4-ビニルフェノール)。guaiacol の 4 位にビニル基。香り: 丁字 (clove)、スパイス系、ドイツの白ビールの上澄み。logP 約 2.20 で、4 種の中で最も脂溶性が高い。
この 4 つは Islay 蒸留所のどれにも含まれていますが、混合比が蒸留所によって違います。peat の地層 (geographic source) と燃焼条件 (kilning temperature curve) で混合比が変わる。
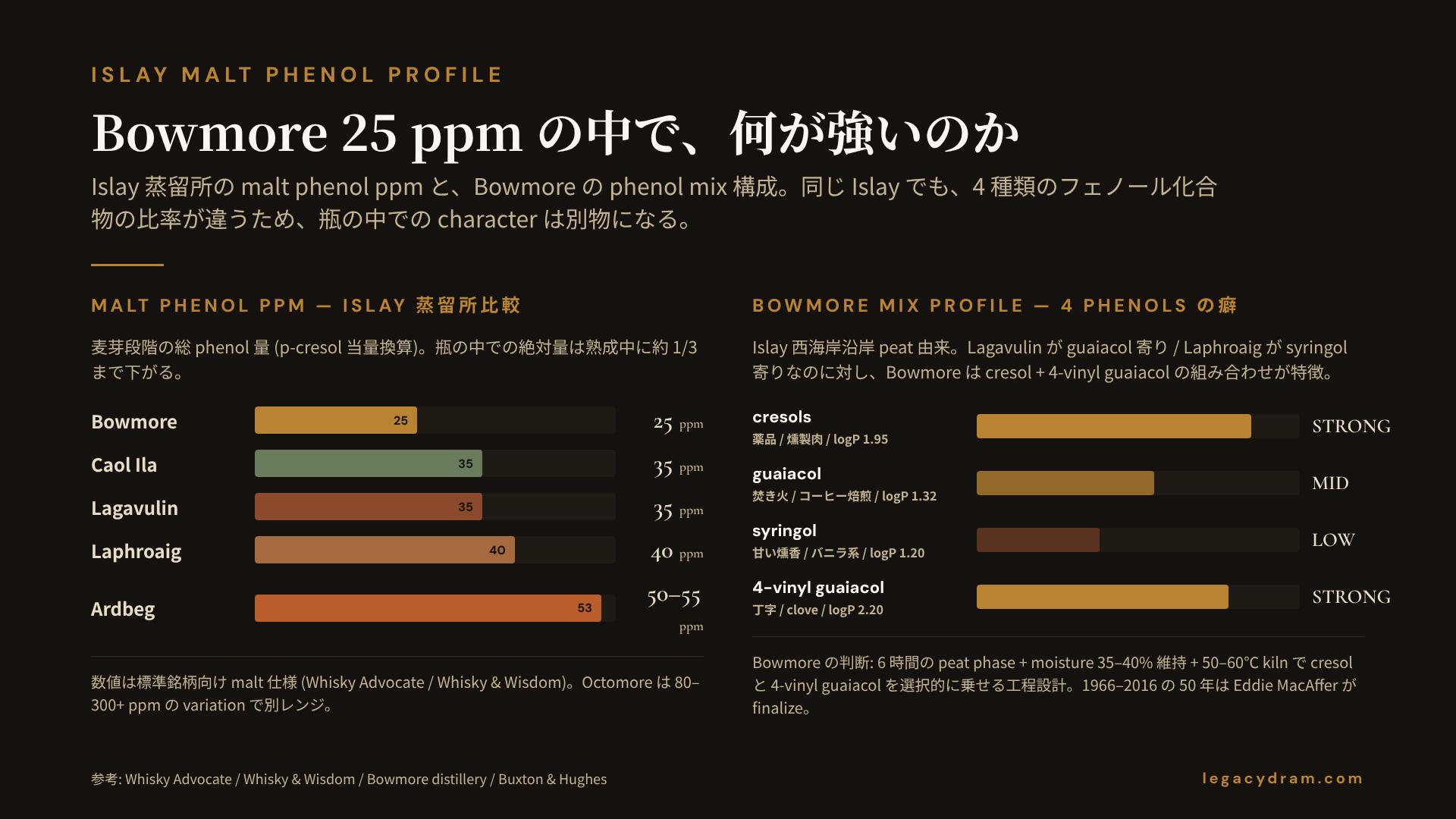
私の手元の感覚で言うと、cresol が強いと薬品感とドライな smoke、guaiacol が強いと焚き火感、syringol が強いと甘い燻製感、4-vinyl guaiacol が強いと clove のスパイス感が立ちます。Lagavulin は guaiacol 寄りで焚き火に近く、Laphroaig は cresol + 海藻アンモニア寄りで医療品っぽく、Ardbeg は cresol + syringol で重い甘さがある。Bowmore は Islay 西海岸沿岸 peat 由来で、cresol と 4-vinyl guaiacol が相対比強く、guaiacol 系は中程度 という profile になります。
ppm という数字、その先で起きていること
phenol ppm という数字は、麦芽の段階で測定された 総 phenol 量を p-cresol 当量に換算した値 です。malt 段階の数字であって、瓶詰めされたウィスキーの phenol 量とは別物です。
Islay の代表的な malt phenol ppm はこうなっています。
- Bunnahabhain (unpeated): 2 ppm 以下
- Bowmore: 25 ppm
- Caol Ila: 35 ppm
- Lagavulin: 35 ppm
- Laphroaig: 35-45 ppm
- Ardbeg: 50-55 ppm
- Octomore (Bruichladdich のシリーズ): 80-300+ ppm
ここで読者は計算したくなりますが (私もそうでした)、答えは少し癖があります。malt ppm の約 1/3 が new-make spirit に残る と言われています。残り 2/3 はどこへ行くかと言うと、(a) wort 段階で yeast の代謝に流れる、(b) wash 段階で fermentation by-product と反応する、(c) distillation で sulfur 化合物と co-precipitation する、(d) cask 熟成中に maturation reaction で消費される。Ardbeg は malt 50 ppm に対して new-make では 24-26 ppm 程度というデータが知られています。
Bowmore で言えば、malt 25 ppm → new-make 8-10 ppm → 12 年熟成で 5-7 ppm 程度。Lagavulin (malt 35 ppm → new-make 13 ppm 前後 → 16 年で 7 ppm 前後) と数字だけ見ると熟成後の絶対量は近接します。それでも瓶を開けたときの character が別物なのは、ppm 総量ではなく phenol mix profile (cresol / guaiacol / syringol / 4-vinyl guaiacol の比率) と、非 phenol 成分 (sherry / bourbon cask 由来の wood lactone、furfural、vanillin 等) が違うためです。
つまり、Bowmore は “Lagavulin より弱い” のではなく “Lagavulin と違う混合比” なのです。
フロアモルティングの 7 工程と、MacAffer が manage していた物理パラメータ
ここで、Bowmore のフロアモルティングが具体的にどんな工程か書きます。
- steeping (浸漬): barley を水に 48-72 時間浸す。water 温度 10-14℃ (Islay の海水温度の季節変動に合わせて調整)。barley の moisture を最終的に 45% 前後まで上げる。
- germination (発芽): 浸漬した barley を石床に厚さ 10cm で広げる。5-7 日かけて発芽させる。germination floor の温度は 14-16℃。
- turning (転がし): 8 時間ごとに木製の malt shovel で barley をひっくり返す。根芽 (acrospire) が互いに絡まらないように分離 + 床全体の温度を均一化。
- kiln peat phase (乾燥前半): 発芽したばかりの green malt を kiln 床に移す。kiln の下から peat を焚く。6-14 時間、温度 50-60℃。この phase で barley に phenol が乗る。
- kiln dry phase (乾燥後半): peat 燃焼が終わった後、bituminous coal や oil で 30-50 時間、最終的に 75-80℃ まで温度を上げて barley の moisture を 4-5% まで落とす。
- deculm (根芽除去): 発芽の過程で出た根芽 (acrospire) を機械的に除去。
- storage: 完成した malt を糖化工程まで storage tank で寝かせる。
MacAffer が 50 年間 controlled していた物理パラメータは、上記の各 phase の中に分散しています。
- steeping 段階: Islay の海水温は冬で 8-9℃、夏で 13-14℃ で変動するため、steeping water 温度を季節で adjust。冬期は steam coil で加温、夏期は cold water で diluting。
- germination 段階: 石床温度を 14-16℃ に保つ。barley の代謝で発熱するので、夏期は冷水散水で冷却、冬期は steam coil で加温。turning interval は原則 8 時間だが、根芽の絡みと barley 表面の白濁度を目視 judgement で 6-10 時間幅で調整。
- kiln peat phase の timing: peat smoke は 最初の 6 時間で barley moisture 35-40% を残した状態で投入 すると phenol uptake が最大化される。MacAffer の judgement は、Islay 西海岸の風向きと kiln 内の気流の関係も含めて、peat 投入量を batch ごとに調整していた。
- kiln temperature curve: peat phase 50-60℃ → dry phase 60-65℃ → 最終 75-80℃ という温度上昇 curve を、barley の acrospire の長さ (適正は穀粒長の 1/2-2/3) と moisture (target 4-5%) の到達度で finalize。
この 5 つのパラメータが 8 時間 cycle で 50 年分回り続けた結果として、Bowmore の phenol mix profile は cresol と 4-vinyl guaiacol が相対比強く、guaiacol 系は中程度 という固有の癖を持つようになりました。
phenol partition の物理化学
少し化学に踏み込みます。
kilning 中の barley の moisture は 45% → 4-5% に下がっていきます。この乾燥過程で、煙の中の phenol 化合物が barley の husk (籾殻) 表面の水分層に partition (溶解 + 表面吸着) します。partition coefficient (どの程度溶け込むか) は、以下 3 つで決まります。
- phenol の logP (脂溶性の指標、高いほど水より油に溶けやすい): cresol 1.95 / guaiacol 1.32 / syringol 1.20 / 4-vinyl guaiacol 2.20
- barley の moisture 含量: 高いほど水溶性の guaiacol / syringol を取り込みやすい
- kiln temperature による gas-phase fraction: 温度が高いほど phenol は気相に留まり、barley に乗りにくくなる
ここから Bowmore の 「最初の 6 時間で peat phase + moisture 35-40% 維持」 という MacAffer の judgement の意味が分かります。
- moisture 35-40% は guaiacol と syringol (水溶性高) が乗りやすい条件 でもあるし、husk 表面に water film があるので cresol と 4-vinyl guaiacol (脂溶性) も husk の wax 層に absorb される条件 でもある。両者のバランスが取れる sweet spot。
- 6 時間という時間は、Lagavulin / Laphroaig の 10-14 時間と比べて短い。短いと総 phenol 量が下がる代わりに、cresol と 4-vinyl guaiacol の相対比が残りやすい (より短時間で気相に乗りやすい化合物のため)。
- temperature 50-60℃ は、Lagavulin の温度 curve より低めに設定されている (推定、要 fact-check)。低温だと syringol の取り込みは抑え気味、cresol と 4-vinyl guaiacol は残る。
つまり Bowmore の 25 ppm という total ppm の低さは、“peat の燃やし方を弱くしている” のではなく、phenol uptake を最大化しない時間 + 温度プロファイルを意図的に選んでいる 結果です。
フロアモルティングは industrial Saladin より優れているわけではない
ここで誤解を避けるために書いておきます。フロアモルティングは drum / Saladin maltings より「優れて」いるわけではありません。capital cost で比較すれば自社フロアは 10 倍以上不利、生産能力で 1/4、batch 間の variation も大きい。drum malting は automated control + batch 均質性が高く、temperature と humidity を分単位で管理できる。
それでも Bowmore が 40% を石床に残し続けてきたのは、industrial Saladin が劣るからではなく、industrial Saladin で Islay 西海岸沿岸 peat の cresol + 4-vinyl guaiacol 寄りの phenol mix を fine-tune する余地が小さい からです。drum malting は均質化と効率化を最適化する装置なので、batch ごとに peat 投入量や timing を judgement で動かす自由度が、フロアより小さい。
加えて、1973 年に Port Ellen Maltings が開いたタイミングで Bowmore がフロアを残せた偶然があります。当時の所有者 Stanley P. Morrison が cost efficiency より Islay heritage を選んだ。もし 1973 年に Bowmore が Lagavulin と同じ全廃ルートを選んでいれば、フロアモルティングの know-how は 10 年以内に lost していたはずです。MacAffer の 1966 年入社時に既にフロアが回っていたこと、1973 年の転換点で残されたこと、その後 50 年間 MacAffer が現場の judgement を継承可能な形で維持したこと、この 3 つが噛み合った稀有な事例が Bowmore です。
1779 年と 2026 年のあいだ、瓶に残っているもの
1779 年、David Simson という海運業者が Islay の Bowmore 集落で蒸留所を公式登録しました。これが Bowmore の創業年で、Islay 最古の official distillery として記録されています。1837 年に Mutter family、1925 年に Robertson、1950 年に William Grigor、1963 年に Stanley P. Morrison、1989 年に Suntory が一部出資、1994 年に Suntory が完全買収、現在は Suntory Global Spirits 傘下と所有者は何度も変わりました。
それでも、蒸留所が Loch Indaal (インダール湾) の西海岸沿岸に立っているという地理は変わっていない。No.1 Vaults と呼ばれる Bowmore の最古の dunnage warehouse は sea level より下にあり、sea wall の至近で熟成されている。Islay の humid sea wind が cask の wood-air interaction を変える環境は、1779 年から 2026 年まで物理的に同じです。
2016 年に MacAffer は引退し、現在は David Turner が distillery manager として継承しています。フロアモルティング 40% の混合 model も、Islay 西海岸沿岸 peat の cresol + 4-vinyl guaiacol 寄りの phenol mix も、彼の代に引き継がれた。MacAffer が 50 年掛けて sharpen した kiln peat phase の timing、temperature curve、turning interval の judgement は、現場の若手にどう継承されているのか、外からは見えません。それでも 2026 年に Bowmore 12 (40% ABV、6,000-8,000 円帯) を開けると、cresol の薬品ぽさと 4-vinyl guaiacol の clove の気配と Loch Indaal の海藻のうっすらした塩気が、まだそこにあります。
結び。10cm 厚の barley と、industrial Saladin に移植できないもの
Islay 沿岸 peat の phenol mix profile を fine-tune するフロアモルティング工程は、現在世界に Bowmore + Laphroaig + Springbank の 3 ヶ所 しか残っていません。Highland Park も部分的に維持していますが、Orkney 系の heather peat で chemistry が違うので、Islay 系の phenol mix を fine-tune できる蒸留所はこの 3 つだけです。残り 100 数十蒸留所は、すべて Port Ellen Maltings や Glen Ord、Burghead の industrial maltings から委託 supply を受けています。
10cm 厚の barley を 8 時間ごとに木製シャベルで turning する仕事は、50 年後の Eddie MacAffer の判断 know-how を含めて、industrial Saladin box には移植できません。drum malting と Saladin box は、capital cost と batch variation を最適化する装置です。MacAffer が 50 年掛けて、Islay 西海岸の peat と Loch Indaal の海風と Bowmore の kiln の物理特性に合わせて fine-tune した judgement は、データシートには書き下せない。彼が 2016 年に引退したとき Whisky Magazine が Lifetime Achievement Award を渡したのは、その judgement の積分への敬意だったと私は思います。
2026 年に Bowmore 12 を一杯注ぐとき、その glass の中には 247 年前の David Simson の創業判断と、1966 年の 18 歳の MacAffer の入社と、1973 年の Stanley P. Morrison の「フロアを残す」判断と、MacAffer の 50 年の kiln peat phase timing と、David Turner の現在の継承が、4 種類のフェノールの混合比として共存しています。
それは “Islay の魂” でも “200 年以上の伝統” でもなく、1779 年から累積した物理判断の積分 です。次に Bowmore を開けるときに、cresol と 4-vinyl guaiacol の薬品 + clove の混合比を舌で確認してみてください。それが MacAffer が 50 年見ていた数字の、瓶の中での残響です。
関連記事
- Lagavulin 16 と Iain McArthur、50 年樽番が見続けた Islay フェノール: 同じ Islay の phenol を完成品 (tasting 軸) で見る記事。Bowmore = 40% 自社フロアモルティングで phenol mix を fine-tune する craft 軸、Lagavulin = 100% Port Ellen Maltings 委託 + warehouseman 53 年の樽番 craft 軸、と Islay 内の phenol 取得経路 2 系統の対比。
- Jim McEwan と Octomore、Bruichladdich から Ardnahoe へ: Islay 内陸の Bruichladdich + Octomore の人物軸。本記事 = Bowmore 沿岸 + 中 ppm + フロアモルティング工程 craft 軸 / 比較先 = Bruichladdich + ultra-high ppm 数値競争 craft 軸、Islay 内 craft の対極。
- Mortlach の worm tubs と George Cowie の 2.81 回蒸留: Speyside の蒸留工程 craft (worm tubs)。本記事 = Islay の麦芽製造工程 craft (フロアモルティング)。地域 + 工程の 2 軸違い、craft territory の breadth 補完。
- Auchentoshan と Springbank Hazelburn の三回蒸留の数学: Lowland / Campbeltown の蒸留数 math craft。本記事 = Islay 麦芽製造工程 chemistry craft。craft territory の上流-下流補完。